
Tällä viikolla esittelemme metalloitujen kalvokondensaattoreiden käämitystekniikkaa. Tässä artikkelissa esitellään kalvokondensaattoreiden käämityslaitteisiin liittyvät prosessit ja annetaan yksityiskohtainen kuvaus keskeisistä teknologioista, kuten jännityksen säätötekniikasta, käämityksen säätötekniikasta, metallinpoistotekniikasta ja lämpösaumaustekniikasta.
Kalvokondensaattoreita on käytetty yhä laajemmin niiden erinomaisten ominaisuuksien vuoksi. Kondensaattoreita käytetään laajalti elektroniikan peruskomponentteina elektroniikkateollisuudessa, kuten kodinkoneissa, näytöissä, valaisimissa, viestintätuotteissa, virtalähteissä, instrumenteissa, mittareissa ja muissa elektronisissa laitteissa. Yleisesti käytettyjä kondensaattoreita ovat paperikondensaattorit, keraamiset kondensaattorit, elektrolyyttikondensaattorit jne. Kalvokondensaattorit valtaavat vähitellen yhä suurempia markkinoita erinomaisten ominaisuuksiensa, kuten pienen koon ja keveyden, vakaan kapasitanssin, korkean eristysimpedanssin, laajan taajuusvasteen ja pienen dielektrisen häviön, ansiosta.
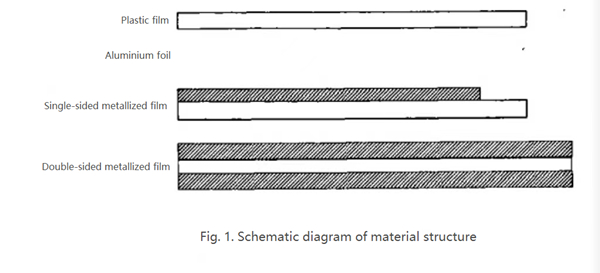
Kalvokondensaattorit jaetaan karkeasti laminoituihin ja käämittyihin ytimiin niiden valmistusmenetelmien mukaan. Tässä esitelty kalvokondensaattorien käämitysprosessi on tarkoitettu pääasiassa perinteisten kondensaattorien, eli metallifoliosta, metalloidusta kalvosta, muovikalvosta ja muista materiaaleista valmistettujen kondensaattoriytimien (yleiskäyttöiset kondensaattorit, korkeajännitekondensaattorit, turvakondensaattorit jne.), käämittämiseen. Näitä käytetään laajalti ajoitus-, värähtely- ja suodatinpiireissä, suurtaajuus-, suurpulssi- ja suurvirtatilanteissa, näyttöjen ja väritelevisioiden linjan suunnanvaihdossa, virtalähteen linjan kohinanpoistopiirissä, häiriönestotilanteissa jne.
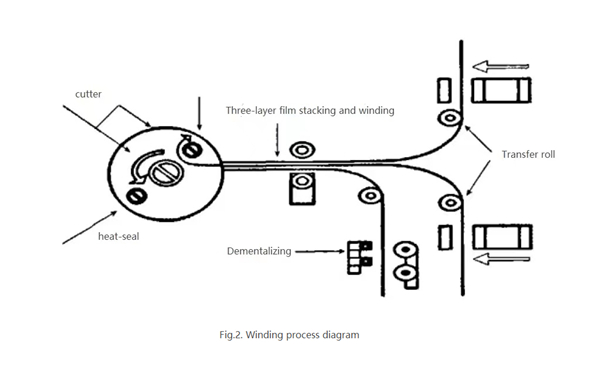
Seuraavaksi esittelemme käämitysprosessin yksityiskohtaisesti. Kondensaattorin käämitystekniikka on metallikalvon, metallifolion ja muovikalvon käämiminen sydämen päälle ja eri käämikierrosten asettaminen kondensaattorin sydämen kapasiteetin mukaan. Kun käämikierrosten määrä on saavutettu, materiaali katkaistaan ja lopuksi katkos tiivistetään kondensaattorin sydämen käämityksen viimeistelemiseksi. Materiaalirakenteen kaavio on esitetty kuvassa 1. Käämitysprosessin kaavio on esitetty kuvassa 2.
Käämitysprosessin aikana kapasitanssin suorituskykyyn vaikuttavat monet tekijät, kuten materiaalin ripustusalustan tasaisuus, siirtymätelan pinnan sileys, käämitysmateriaalin kireys, kalvomateriaalin metallinpoistovaikutus, tiivistysvaikutus katkeamiskohdassa, käämitysmateriaalin pinoamistapa jne. Kaikilla näillä on suuri vaikutus lopullisen kondensaattoriytimen suorituskykytestaukseen.
Yleinen tapa tiivistää kondensaattorin sydämen ulkopää on kuumasaumaaminen juotosraudalla. Tämä tapahtuu lämmittämällä juotosraudan kärkeä (lämpötila riippuu eri tuotteiden prosessista). Jos valssattua ydintä pyöritetään hitaasti, juotosraudan kärki saatetaan kosketuksiin kondensaattorin sydämen ulkotiivistyskalvon kanssa ja tiivistetään kuumaleimaamalla. Tiivistyksen laatu vaikuttaa suoraan sydämen ulkonäköön.
Tiivistyspään muovikalvo saadaan usein kahdella tavalla: käämitykseen lisätään muovikalvokerros, mikä lisää kondensaattorin dielektrisen kerroksen paksuutta ja samalla kondensaattorin sydämen halkaisijaa. Toinen tapa on poistaa metallikalvopinnoite käämityksen päästä, jolloin saadaan muovikalvo, josta metallipinnoite on poistettu. Tämä voi pienentää sydämen halkaisijaa, mutta säilyttää samalla kondensaattorin sydämen kapasiteetin.
Julkaisun aika: 1.3.2022